深度揭秘三辊卷板机液压缸 核心动力与精密控制的融合艺术

在现代化金属板材成型领域,三辊卷板机作为一种高效、精密的弯曲加工设备,其核心驱动力与执行精度在很大程度上依赖于一个关键部件——液压缸。液压缸并非简单的动力输出单元,而是集流体力学、机械设计与智能控制于一体的精密系统,它直接决定了卷板机的加工能力、成型精度与运行稳定性。
一、液压缸的核心角色:从动力到执行的转换枢纽
在三辊卷板机中,通常有两个上辊(或一个上辊两个侧辊)的垂直运动由液压缸驱动。液压缸的核心作用是将液压系统提供的压力能(通过液压油传递)转换为驱动辊轴进行直线运动的机械能。这一过程实现了:
- 提供巨大成型力:卷制厚板或高强度材料时,需要克服板材巨大的塑性变形抗力。液压系统能轻易提供数十吨至数百吨的稳定推力,这是纯机械或电动机构难以企及的。
- 实现精密位置控制:通过伺服阀或比例阀对液压油流量和方向进行精确控制,液压缸可以完成毫米级甚至微米级的精准定位,确保卷制半径的准确性。
- 保持稳定压力:在保压阶段,液压缸能长时间维持恒定压力,防止板材回弹,确保成型件的形状稳定性。
二、结构剖析:匠心设计的力学杰作
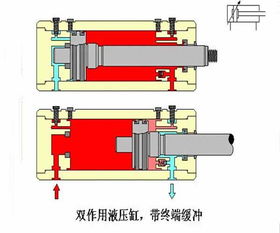
三辊卷板机所用液压缸多为双作用重型液压缸,其典型结构包括:
- 缸筒:采用高强度合金钢无缝钢管,内壁经过精密研磨或滚压,形成光滑、耐磨的密封面,承受高压。
- 活塞与活塞杆:活塞将缸筒内部分隔为有杆腔和无杆腔,活塞杆通常由高强度合金钢制成,表面经过镀硬铬处理,兼具硬度、耐磨性和耐腐蚀性,直接与辊轴轴承座连接传递推力。
- 密封系统:这是液压缸的“生命线”。包括活塞密封、活塞杆密封(防尘圈、斯特封、格莱圈等组合),确保高压下无内外泄漏,保持压力稳定和动作精度。
- 缓冲装置:在行程末端,内置缓冲结构可平稳减速,避免活塞与端盖发生刚性冲击,保护设备并减少噪音与振动。
- 安装附件:如耳环、法兰等,用于将液压缸牢固地安装在机架上。
三、工作循环:与液压系统协同的精密舞蹈
液压缸并非独立工作,它与泵站、控制阀组、检测元件共同构成闭环系统:
1. 快下与工进:开始卷制时,电磁阀动作,压力油进入无杆腔,活塞杆快速伸出(快下),接近板材后转为低速高压力推进(工进),进行塑性弯曲。
2. 保压:达到预定位置或压力后,阀门切换,将油液封闭在缸内,保持压力恒定,使板材充分塑性变形。
3. 回程:工序完成后,压力油注入有杆腔,无杆腔回油,活塞杆缩回,准备下一次作业。
整个过程中,位移传感器(如磁致伸缩尺)实时反馈活塞杆位置,压力传感器监测负载,信号传至PLC,构成精准的反馈控制。
四、性能关键与技术创新
衡量卷板机液压缸性能的关键指标包括:
- 额定压力与推力:决定了可卷制板材的最大厚度与强度。
- 运动平稳性与低速特性:要求即使在极低速工进时也无“爬行”现象,保证成型均匀。
- 耐久性与可靠性:在重载、间歇性冲击负荷下,要求密封寿命长,活塞杆抗弯能力强。
当前技术前沿正朝着智能化与节能化发展:
- 伺服液压技术:采用伺服电机驱动定量泵,按需供油,消除节流损失,节能高达70%,同时控制精度更高、响应更快。
- 智能故障诊断:通过集成压力、温度、位移传感器,实时监测液压缸状态,预测密封磨损、内泄漏等故障,实现预见性维护。
- 轻量化与新材料:采用高强度复合材料减轻活塞杆重量,提高动态响应速度。
五、选型、维护与故障排查
选型要点:需根据卷板机最大卷板力、工作行程、安装空间、工作频率等综合计算缸径、杆径和行程,并留有余量。
维护核心:
1. 保持液压油清洁度是根本,定期过滤、更换。
2. 定期检查活塞杆表面,清除微小划痕,防止损伤密封。
3. 注意系统温升,过高的油温会加速密封老化、油液氧化。
常见故障:
- 出力不足或速度下降:可能源于内泄漏(密封磨损)或系统压力不足。
- 爬行或抖动:常因缸内混入空气、活塞杆弯曲、或导向套过度磨损引起。
- 外部泄漏:活塞杆密封损坏是主因,需立即更换。
###
三辊卷板机的液压缸,远非一个简单的“油缸”。它是力量、精度与可靠性的凝聚体,是现代卷板工艺得以实现高效率、高质量、高自动化的基石。从粗犷的重型锻造到精密的航空航天部件卷制,其背后都离不开液压缸稳定而精准的每一次推动。理解并维护好这一核心部件,是保障设备生命力、提升生产效益的关键所在。随着机电液一体化与智能控制的深度融合,未来的液压缸将更加“聪明”、高效,持续驱动着金属成型行业向更高境界迈进。
如若转载,请注明出处:http://www.mjcrw.com/product/25.html
更新时间:2026-06-18 22:44:57